Catalog
Back to search results
Liquid low-temperature thermostat CRYO-VIS-T-07

Back to search results
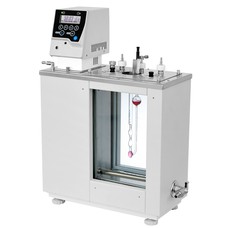
Liquid low-temperature thermostat CRYO-VIS-T-07
Operating temperature range +10...+60 °C
Five places for glass viscometers.
The stability and uniformity of the temperature in the working bath is not worse than ± 0.01 ° C.
Bath volume 20 l
Overall dimensions 620x400x970 mm
The open part of the bath is 240x170 mm
Bath depth 300 mm
The size of the viewing window is 205x260 mm
Weight 60 kg
Power consumption 3.5 kW
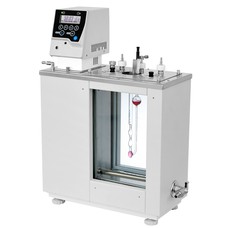
Five places for glass viscometers.
The stability and uniformity of the temperature in the working bath is not worse than ± 0.01 ° C.
Bath volume 20 l
Overall dimensions 620x400x970 mm
The open part of the bath is 240x170 mm
Bath depth 300 mm
The size of the viewing window is 205x260 mm
Weight 60 kg
Power consumption 3.5 kW

CRYO-VT-07 Low-temperature liquid thermostat
It is designed to maintain the set temperature of the liquid coolant circulating in the internal bath of the thermostat and in connected external consumers of closed or open type.
Feeding and suction pump for external closed or open type thermostating systems.
An internal bath with a volume of 27 liters and a depth of 200 mm.
The operating temperature range is +5...+40 °C.
Overall dimensions 420x710x840 mm
The open part of the bath is 100x100 mm
Bath depth 200 mm
Weight 53 kg
Power consumption 3.5 kW.
Termeks
Tomsk
Produced in: Tomsk

Liquid low-temperature thermostat CRYO-VIS-T-05-01
Operating temperature range -70...+30 °C
Two places for glass viscometers.
The stability and uniformity of the temperature in the working bath is not worse than ± 0.02 ° C.
Bath volume 16 l
Overall dimensions 800x530x1210 mm
The open part of the bath is 130x130 mm
Bath depth 370 mm
The size of the viewing window is 125x270 mm
Weight 125 kg
Power consumption 4.2 kW
Termeks
Tomsk
Produced in: Tomsk

Circulation thermostat LT-116b
The LOIP LT-116b modification device consists of an immersion thermostat-circulator LOIP LT-100 and a working bath with a lean-to hinged lid.
Technical specifications:
Temperature range:
without external cooling, °C
Current+10 ... +100
with tap water cooling °C
Tvods+5 ...+100
Accuracy of temperature maintenance, °C ± 0.1
The error of setting the set temperature, no more than ° C ± 0.2
Heater power, W 1900
Pump:
max. flow rate, l/min 7.5
pressure, 0.17 bar
Bath volume, l 16
The working fluid is water, water-glycerin mixture.
The open part of the bath / depth, mm 190x296/200
Overall dimensions, mm 355x335x420
Weight, kg 11.5
LOIP
Saint Petersburg
Produced in: Saint Petersburg

Liquid low-temperature thermostat CRYO-VIS-T-06
Four places for glass viscometers or a basket for determining the pour point of petroleum products.
The stability and uniformity of the temperature in the working bath is not worse than ± 0.01 ° C.
The operating temperature range is -30...+50 °C.
Bath volume 15 l
Overall dimensions 440x710x620 mm
The open part of the bath is 140x170 mm
Bath depth 320 mm
The size of the viewing window is 104x270 mm
Weight 56 kg
Power consumption 3.5 kW
Termeks
Tomsk
Produced in: Tomsk

Cryothermostat liquid FT-316-40
Technical specifications:
Operating temperature range, -40 °C...+100
Accuracy of temperature maintenance, °C ± 0.1
The discreteness of the temperature display, ° C 0.1
Cooling capacity at 20°C,
Tue 770
Pump capacity in the discharge (suction) circuit, not less than, l/min 8
Volume of working fluid, l 16
Open part of the bath/depth, mm 248x170/200
Power supply, V/Hz 220/50
Power consumption, not more than 3.6 kW
Overall dimensions, mm 450x420x890
Weight without working fluid, kg 60
LOIP
Saint Petersburg
Produced in: Saint Petersburg

Circulation thermostat LT-324b
Technical specifications:
Temperature range:
without external cooling, °C
Current+10 ... +150
with tap water cooling °C
Tvods+5 ...+150
Accuracy of temperature maintenance, °C ± 0.1
The error of setting the set temperature, no more than ° C ± 0.2
Heater power, W 2000
Pump:
max. flow rate, l/min 8,0
pressure, 0.25 bar
Bath volume, l 24
Working fluid water, water-glycerin mixtures, silicone oil
The open part of the bath / depth, mm 360x296/200
Overall dimensions, mm 532x335x400
Weight, kg 15,5
LOIP
Saint Petersburg
Produced in: Saint Petersburg

Circulation thermostat LT-111a
The LOIP LT-111a modification device consists of an immersion thermostat-circulator LOIP LT-100 and a working bath with a flat removable lid.
Technical specifications:
Temperature range:
without external cooling, °C Current+10 ... +100
with tap water cooling °C Water+5 ... +100
Accuracy of temperature maintenance, °C ± 0.1
The error of setting the set temperature, no more than ° C ± 0.2
Heater power, W 1900
Pump:
max. flow rate, l/min 7.5
pressure, bar 0.17
Bath volume, l 11
The working fluid is water, water-glycerin mixture.
The open part of the bath / depth, mm 160x240/200
Overall dimensions, mm 268x335x420
Weight, kg 10
LOIP
Saint Petersburg
Produced in: Saint Petersburg

Immersion thermostat circulator LT-100
The LOIP LT-100 model is equipped with a holder for mounting on the wall of the bath with a thickness of up to 22 mm.
Technical specifications:
Temperature range:
without external cooling, °C
Current+10 ... +100
with tap water cooling °C
Tvods+5 ...+100
Accuracy of temperature maintenance, °C ± 0.1
The error of setting the set temperature, no more than ° C ± 0.2
Heater power, W 1900
Pump:
max. flow rate, l/min 7.5
pressure, 0.17 bar
Working fluid water, water-glycerin mixture
Dimensions, mm 123x190x325
Weight, kg 3.3
LOIP
Saint Petersburg
Produced in: Saint Petersburg
Liquid thermostat VIS-T-08-3
Operating temperature range +15...+100 °C
Three places for glass viscometers.
Overflow design ensures stability and uniformity of temperature not worse than ± 0.01 °C
Bath volume 16 l
Number of jobs 3
Overall dimensions 510x230x660 mm
The open part of the bath 210x94 mm
Bath depth 315 mm
The size of the viewing window is 200x300 mm
Weight 26 kg
Power consumption 2.2 kW
Termeks
Tomsk
Produced in: Tomsk

Cryothermostat liquid flow FT-600
Technical specifications:
Operating temperature range, °C -25...+40
Accuracy of temperature maintenance, °C ± 0.5
The discreteness of the temperature display, ° C 0.1
Cooling capacity at 20°C,
W 1000
Pump capacity in the discharge (suction) circuit, not less than 20 l/min
Volume of working fluid, l 9.5
Power supply, V/Hz 220/50
Power consumption, not more than 1.8 kW
Overall dimensions, mm 365x530x590
Weight without working fluid, kg 50
LOIP
Saint Petersburg
Produced in: Saint Petersburg

Liquid thermostat VIS-T-09-4
Operating temperature range +15...+150 °C
Four places for glass viscometers.
Overflow design ensures stability and uniformity of temperature not worse than ± 0.01 °C
Bath volume 22 l
Number of jobs 4
Overall dimensions 580x230x660 mm
The open part of the bath is 280x94 mm
Bath depth 315 mm
The size of the viewing window is 270x300 mm
Weight 31 kg
Power consumption 2.2 kW
Termeks
Tomsk
Produced in: Tomsk

Liquid low-temperature thermostat CRYO-MT-07
The operating temperature range is -60...+80 °C.
Large bath with temperature stability ± 0.02 °C in the entire working volume.
Bath volume 70 l
Overall dimensions 630x940x1370 mm
The open part of the bath 280 mm
Bath depth 500 mm
Weight 180 kg
Power consumption 5.8 kW
Termeks
Tomsk
Produced in: Tomsk

VT12-2 Liquid thermostat
It is designed to maintain a set temperature of a liquid coolant circulating both in an internal bath and in external consumers of a closed or open type.
Pump for closed or open type thermostating systems.
All-metal stamped tub with a volume of 12 liters and a depth of 150 mm.
The stability and uniformity of the temperature in the inner bath is not worse than ± 0.1 ° C.
The operating temperature range is +20...+200 °C.
Bath volume 12 l
Overall dimensions 420x330x430 mm
The open part of the bath is 150x260 mm
Bath depth 150 mm
Weight 14 kg
Power consumption 2.2 kW
Termeks
Tomsk
Produced in: Tomsk
Liquid thermostat VIS-T-09-3
Operating temperature range +15...+150 °C
Three places for glass viscometers.
Overflow design ensures stability and uniformity of temperature not worse than ± 0.01 °C
Bath volume 16 l
Number of jobs 3
Overall dimensions 510x230x660 mm
The open part of the bath 210x94 mm
Bath depth 315 mm
The size of the viewing window is 200x300 mm
Weight 29 kg
Power consumption 2.2 kW
Termeks
Tomsk
Produced in: Tomsk

Calibration thermostat LT-920
The microprocessor control module allows the user to set the values of the temperature control parameters, calibrate and, if necessary, correct the readings of the built-in temperature sensor; displays information about the current state of the system; performs fault diagnostics, storing information in memory until the next check, and also provides automatic shutdown of the device when the working fluid level drops below the permissible level.
Thermometers are installed in a three-tiered stainless steel tripod.
Technical specifications:
Temperature range, °C
without external cooling
(Current+10)...+150
with tap water cooling
(Tvody+5)...+150
with cryostat cooling 0+150
Number of places for thermometers 15
LOIP
Saint Petersburg
Produced in: Saint Petersburg

Circulation thermostat LT-211a
The LOIP LT-211a modification device consists of an immersion thermostat-circulator LOIP LT-200 and a working bath with a flat removable lid.
Technical specifications:
Temperature range:
without external cooling, °C
Current+10 ... +200
with tap water cooling °C
Tvods+5 ...+200
Accuracy of temperature maintenance, °C ± 0.1
The error of setting the set temperature, no more than ° C ± 0.2
Heater power, W 2000
Pump:
max. flow rate, l/min 10.5
pressure, 0.27 bar
Bath volume, l 11
The working fluid is water, water-glycerin mixture, silicone oil.
The open part of the bath / depth, mm 160x240/200
Overall dimensions, mm 268x335x420
Weight, kg 10
LOIP
Saint Petersburg
Produced in: Saint Petersburg

VT4-2 Liquid thermostat
It is designed to maintain a set temperature of a liquid coolant circulating both in an internal bath and in external consumers of a closed or open type.
Pump for closed or open type thermostating systems.
All-metal stamped tub with a volume of 4 liters and a depth of 150 mm.
The stability and uniformity of the temperature in the inner bath is not worse than ± 0.1 ° C.
The operating temperature range is +20...+200 °C.
Bath volume 4 l
Overall dimensions 185x410x430 mm
The open part of the bath is 120x55 mm
Bath depth 150 mm
Weight 11 kg
Power consumption 2.2 kW
Termeks
Tomsk
Produced in: Tomsk

Laboratory electronic thermometer LT-300-N
The measurement range is -50...+300 °C.
Up to +200 °C resolution 0.01 °C, error ±0.05 °C (Class C according to ASTM E2877).
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 75x80x35 mm
Weight 0.2 kg
Termeks
Tomsk
Produced in: Tomsk

Electronic explosion-proof thermometer ExT-01/2-15
The thermometer sensor ExT-01/2-15 is made in the form of a fully submersible probe with a cable length of 15 meters.
The thermometer has an explosion protection marking 0Ex ia IIB T4 Ga X and can be used in explosive zones 0, 1 and 2 of any classes of premises and outdoor installations in which the formation of explosive mixtures of categories IIA, IIB is possible.
• Measurement range -50...+130 °C
Minimum sensor immersion depth full immersion
Overall dimensions of the electronic unit 135x65x40 mm
Electronic unit weight 0.3 kg
Termeks
Tomsk
Produced in: Tomsk

Laboratory electronic thermometer LTA-N
The error is ± 0.05 °C in the range of -50...+300 °C.
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 80x75x100 mm
Weight 0.25 kg
Termeks
Tomsk
Produced in: Tomsk

Laboratory electronic thermometer LTA-NF
LTA-NF provides an error of ±0.05 °C in the range of measured temperatures from -50 to +200 ° C
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 80x75x100 mm
Weight 0.25 kg
Termeks
Tomsk
Produced in: Tomsk
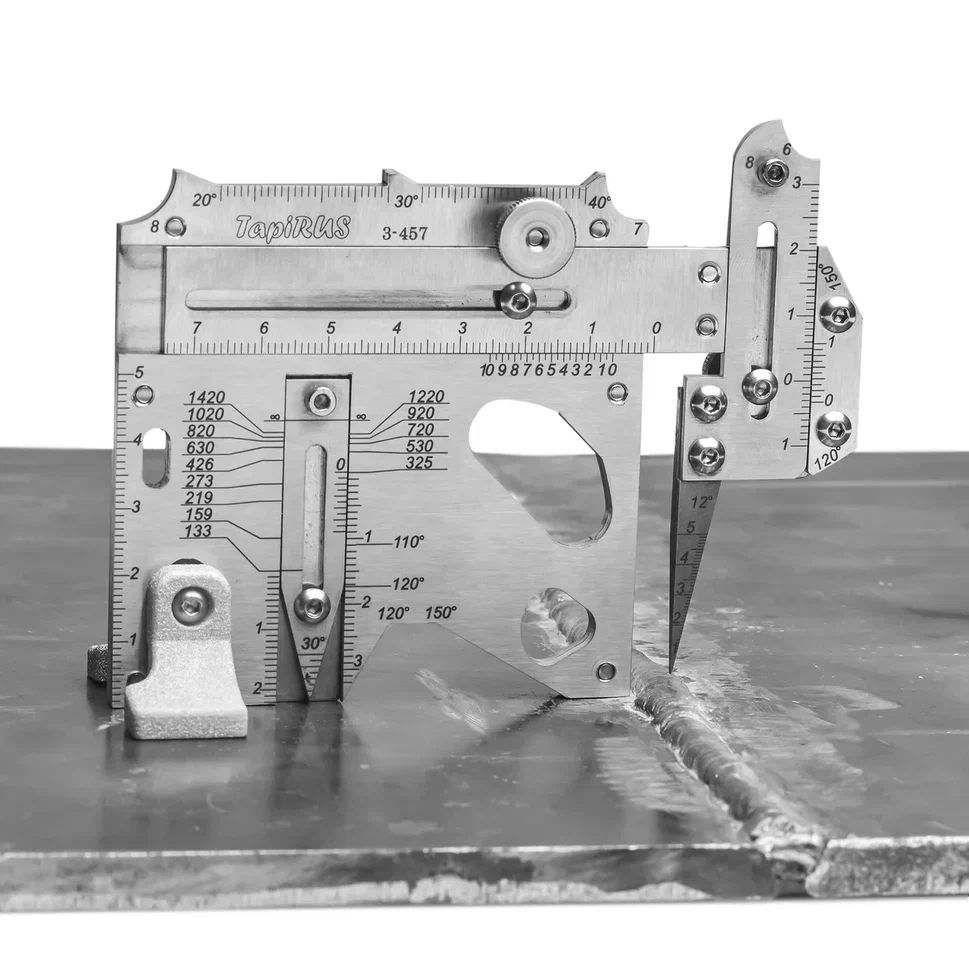
UShS "Tapirus" with cover and supports
from
25 500 ₽
The UShS TapiRus is designed to replace numerous templates and devices used in visual and measuring quality control of welded joints. It is approved as a means of measuring the geometric parameters of welded joints and surface defects during visual and measuring control (VIC) and supplied with verification. It allows you to determine most of the geometric parameters of welded joints and surface defects: the width and convexity of the seam, the depth of the cut, the amount of edge displacement, the angle of the angular seam, the angle of the bevel and the gap, etc. Equipped with supports that allow you to uniquely position the template on a curved surface. To carry out measurements with an error of 0.1 mm, scales with a vernier are applied to the TapiRUS surface. It contains a number of gauges for assessing the smooth transition from the deposited to the base metal, the size of the cathets, radii and angles of cutting edges. Equipped with a probe with a replaceable measuring needle to determine the size of gaps and heights / depressions.
The development, preparation for production and manufacture of TapiRus were carried out exclusively in digital format.
The latest laser and additive technologies are used in the production of TapiRUS:
high-precision laser cutting machines in inert gas;
five-axis CNC machining centers;
ultra-precise color laser engraving of the entire product assembled;
laser stereolithography (SLA) is a technology of layer–by-layer synthesis of a material from a liquid photopolymer.
Advantages
Easy to install. Accurate positioning along the normal to the surface of the object of control and stability of the position when performing measurements.
Functionality. Measurement of most geometric parameters of welded joints and surface defects.
Measurement accuracy. The measurement error on the template scales does not exceed 0.1 mm.
Modernity. Online calculator ergonomic accessories smart version.
More detailed information can be found on the website tapirus.info
MEASURED PARAMETERS AND DEFECTS
VIC at the stage of input control
wall thickness
depth of corrosion ulcers on the base metal
the depth of corrosion ulcers on the weld
the depth of scratches (risks), a bully on the base metal
edge bevel angle
the amount of blunting
geometric parameters of the dent
VIC during assembly (preparation for assembly)
edge offset
withdrawal (angularity) of edges
the gap in the cutting
the height of the potholders
angular displacement
VIC in the welding process (surfacing)
edge offset
height of the root (filling) layer
withdrawal (angularity) of edges
angular displacement
VIC of finished welded joints (structures)
edge offset
angular displacement
the height of the reinforcement of the seam
the height of the bulge (when welding elements of different thickness)
the width of the reinforcement of the seam
withdrawal (angularity) of edges
the depth of the sinking between the rollers
incomplete filling of the cutting edges
scaliness of the seam surface
smooth transition
undercut depth
seam crater depth
technical specifications
Measured parameter Scale Range,mm Error, mm
Depth, mm H 0...20 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Height, mm H 0...6 ±0.1
Width, mm W 0...55 ±0.1 (in the range 0...10 on), ± 0.5 (in the range over 10...20)
Clearance, mm N 0...5 ±0.1
Dullness, mm F, G 0...25 ±0.5
Specifications
Overall dimensions, mm, no more
(without supports) 115x85x15 ± 0.5
(with supports) 115x85x42 ±0.5
Average time to failure, cycles,
at least 55,000
Weight, kg, not more than 0.22
Average service life, at least 1 year
RII MNPO SPEKTR
Moscow
Produced in: Moscow

Laboratory electronic thermometer LTA-P
LTA-P provides an error of ± 0.5 °C in the range of measured temperatures from -70 to +500 ° C
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 80x75x100 mm
Weight 0.25 kg
Termeks
Tomsk
Produced in: Tomsk

Laboratory electronic thermometer LTA-MF
LTA-MF provides an error of ±0.2 °C in the measured temperature range from -196 to +200 °C
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 80x75x100 mm
Weight 0.25 kg
Termeks
Tomsk
Produced in: Tomsk

REM-1400-1-I Electronic medical Roulette
from
17 800 ₽
TVES
Tulinovka
Produced in: Tambov Region, Tulinovka


Laboratory electronic thermometer LT-300-F
The measurement range is -50...+200 °C.
Resolution 0.01 °C, error ±0.05 °C (Class C according to ASTM E2877).
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 75x80x35 mm
Weight 0.2 kg
Termeks
Tomsk
Produced in: Tomsk

Pressure gauge MTIf-100
Pressure gauge with a range of measured pressure 0 ... 100 kPa.
Accuracy class 0.4
Connection size M20x1.5 mm
Overall dimensions 160 mm
Termeks
Tomsk
Produced in: Tomsk

Vibrating liquid density meter VIP-2MR
The operation of the density meter is based on measuring the oscillation period of a hollow tube of the original configuration filled with the liquid under study, and then calculating the value of its density using the results of preliminary calibration for two substances of known density, for example, air and water.
• Maximum viscosity of the measured liquid at ambient temperature 300 mm2/s
The nominal volume of the measuring cell is 1.5 ml
Measurement time of 2 channels 20 s
• Temperature range of the built-in thermostat +15...+60 °C
•
• Overall dimensions 205x225x80 mm
Weight 3 kg
Power consumption 15 W
Termeks
Tomsk
Produced in: Tomsk

Pressure gauge MTIf-250
It is designed for the use with Raid bombs BR 01T, BR 02T in determining the absolute vapor pressure of volatile crude oil and volatile non-viscous petroleum products in accordance with GOST 1756.
Pressure gauge with a range of measured pressure 0...250 kPa.
Accuracy class 0.4
Connection size M20x1.5 mm
Overall dimensions 160 mm
Weight 1.5 kg
Termeks
Tomsk
Produced in: Tomsk
POWDIX 600 X-ray powder diffractometer
A feature of the POWDIX 600 X-ray diffractometer scheme is the vertical Bragg-Brentano optical scheme with a fixed horizontal sample position, which makes working with powdery materials, gels and other viscous substances more practical and convenient.
The high detector resolution and precise positioning of the POWDIX 600 X-ray goniometer achieve an accuracy better than +/- 0.02° (2θ) over the entire angular range.
In the POWDIX 600 diffractometer, the X-ray tube is cooled by an integrated closed water circuit, which can be serviced by any laboratory employee.
A wide variety of sample holders (holder for massive samples, holder with rotation, phoneless cuvettes) expands the functionality of the POWDIX 600 and makes it an invaluable tool for scientific research in solid-state physics, materials science, chemistry, geology and other fields of science
The diffractometer is included in the Russian State Register of Measuring Instruments.
ADVIN Smart Faktory
Minsk
Produced in: Belarus, Minsk

Laboratory electronic thermometer LTA-K
A compact temperature sensor on an elastic cable allows you to get to the most inaccessible places of the certified equipment.
LTA-K can be used as an accurate universal thermometer for contact temperature measurement of non-aggressive liquid, bulk and gaseous media.
The error is ± 0.05 °C in the range of -50...+200 °C.
Minimum sensor immersion depth full immersion
Overall dimensions of the electronic unit 80x75x100 mm
Weight 0.25 kg
Termeks
Tomsk
Produced in: Tomsk

Laboratory electronic thermometer LTA-E
It can be used as an accurate universal thermometer for contact temperature measurement of non-aggressive liquid, bulk and gaseous media.
It can be connected to a computer for calibration and transmission of measurement results.
• Range of temperature measurements -50...+200 °C
The minimum immersion depth of the sensor is 75 mm
Overall dimensions of the electronic unit 80x75x100 mm
Weight 0.25 kg
Termeks
Tomsk
Produced in: Tomsk

VE-26NP Eddy current structuroscope
from
195 000 ₽
Distinctive features:
The built-in thermometer allows you to take into account the influence of ambient temperature and improve the measurement accuracy. The built-in memory stores 4096 electrical conductivity measurement results for subsequent transfer to a PC.
Specifications:
Measuring range of the absolute value of specific electrical conductivity, MSm/m from 5 to 60
Measuring range of increments of electrical conductivity, MS/m from -9.99 to +9.99 Limit of permissible basic relative measurement error, % no more than 2 Permissible gap between the transducer and the surface of the controlled product, mm, no more than 0.25 Digital display of measurement results Power supply from RRZ type battery, V 9 Power consumption, mW, no more than 40 Operating temperature range, °C 5...40 Dimensions, mm 57*84*30 Weight, g 270±20
Measuring range of increments of electrical conductivity, MS/m from -9.99 to +9.99 Limit of permissible basic relative measurement error, % no more than 2 Permissible gap between the transducer and the surface of the controlled product, mm, no more than 0.25 Digital display of measurement results Power supply from RRZ type battery, V 9 Power consumption, mW, no more than 40 Operating temperature range, °C 5...40 Dimensions, mm 57*84*30 Weight, g 270±20
RII MNPO SPEKTR
Moscow
Produced in: Moscow