Каталог

Оборудование
Магнетрон с круглой мишенью 2 дюйма
от
275000.00
Институт физики им. Х.И.Амирханова
Махачкала
Завод МетроСтандарт
75 тов.
Вид:
Адрес:
Россия, Челябинск, Энгельса, 99
- Выбрано: 0Применение
- Выбрано: 0Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
75 тов.

ПЛОСКАЯ ПОДСТАВКА ЗМС.ПКП182 ДЛЯ КОНТРОЛЯ КАЛИБР-ПРОБОК
Плоская подставка ЗМС.ПКП182 изготавливается в соответствии с МИ 1812-87 "Калибры резьбовые конические. Методика контроля" (справочное приложение 5). Используется при контроле калибр-пробок на оптиметре.
На плоскопараллельную подставку ЗМС.ПКП182 (закрепленной вместо вертикальных центров ПП2) помещают гладкую коническую пробку. Перемещая стол, прибор устанавливают на нуль примерно в основной плоскости. Затем гладкую пробку заменяют контролируемым калибром.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ОПРАВКА ЗМС.ОСС032 ДЛЯ ПОВЕРКИ СКОБ
Приспособление для определения отклонения от соосности ЗМС.ОСС032 изготавливается в соответствии с ГОСТ 8.359-79 "Скобы с отсчетным устройством. Методы и средства поверки" (справочное приложение 1, чертеж 3).
С помощи оправки ЗМС.ОСС032 определяют отклонения от соосности измерительных поверхностей пяток скобы типа СР.
Поставляется комплектом из 2 оправок, отличающихся внутренним диаметром ø8,05+0,011 и ø11,05.+0,011
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

БРУСОК ЗМС.БК119 КОНТРОЛЬНЫЙ ДЛЯ ПОВЕРКИ УГОЛЬНИКОВ
Брусок контрольный БК изготавливается в соответствии с МИ 1799-87 "Средства контроля и измерений линейных и угловых размеров. Методика контроля и поверки. Приборы для угловых измерений" (справочное приложение 2).
Брусок используется при контроле прямолинейности контрольных угольников.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ВТУЛКА ЗМС.ВДП074 ПЕРЕХОДНАЯ ДЛЯ ПОВЕРКИ ПНЕВМАТИЧЕСКИХ ДЛИНОМЕРОВ
Переходная втулка ЗМС.ВДП074 изготавливается в соответствии с рекомендациями ГОСТ 8.224-76 "Длиномеры пневматические высокого давления ротаметрического типа. Методы и средства поверки" (справочное приложение 3).
Втулка используется при определения погрешности длиномера.
Представляет собой изделие с двумя рабочими цилиндрическими поверхностями – внутренним - d8H7 и внешним - d28h7.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ДЕРЖАВКА ЗМС.ДСМ075 ДЛЯ ПОВЕРКИ СТУПЕНЧАТЫХ МЕР
Державка ЗМС.ДСМ075 изготавливается в соответствии с МИ 709-85 "ГСИ. Мера высоты ступенчатая с цифровым отсчетом. Модель БВ-6151. Методика поверки".
Используется как вспомогательное средство при поверке ступенчатых мер с цифровым отсчётом модели БВ-6151.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ПРИСПОСОБЛЕНИЕ ЗМС.ПМЛ005 ЛЯГУШКА ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ ОТ 300 ММ
Приспособление "лягушка" ЗМС.ПМЛ005 используется для определения погрешности и перекоса плоской измерительной поверхности микрометрического винта при зажатии стопора микрометров типа МК, МЛ, МТ, МЗ, МГ, МП с верхним пределом измерения свыше 300 мм.
Погрешность определяют в нескольких точках шкал микрометрической головки и отсчетного устройства, сравнивая показания микрометра с действительными значениями образцовых концевых мер длины.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ПЛАСТИНА ЗМС.РЗУ186 ДЛЯ ПОВЕРКИ УГОЛЬНИКОВ
Специальная пластина ЗМС.РЗУ186 изготавливается в соответствии с МИ 1799-87 "Средства контроля и измерений линейных и угловых размеров. Приборы для угловых измерений" (справочное приложение 1).
Пластина определяет радиус закругления измерительных поверхностей угольников типов УЛ и УЛП.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

ВАЛИКИ ЗМС.ВК022 ДЛЯ ПОВЕРКИ МИКРОСКОПОВ УИМ И ДИП-1
Валики цилиндрические ЗМС.ВК022 для поверки микроскопов УИМ и приборов двухкоординатных ДИП-1 изготавливаются в соответствии с МИ 236-81 "Микроскопы измерительные универсальные. УИМ-21, УИМ-23, УИМ-29" (приложение 1, чертеж 9-10).
По желанию заказчика может изготавливаться неполный комплект валиков.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
МЕРА ЗМС.МУСЛ019 МНОГОГРАННАЯ УГЛОВАЯ ДЛЯ ПОВЕРКИ СИНУСНЫХ ЛИНЕЕК
Многогранная угловая мера ЗМС.МУСЛ019 для поверки синусных линеек изготавливается в соответствии с МИ 2191-92 "Рекомендация. Линейка синусная. Методика поверки" (справочное приложение 5).
Отклонение от перпендикулярности рабочих поверхностей боковых планок относительно осей роликов на длине L (автоколлимационным методом) определяют с помощью меры ЗМС.МСЛ019.
МУСЛ прижимают боковой гранью к поверхности боковой планки. В этом положении меры измеряют угол между горизонтально расположенной поверхностью меры и плоскостью столика синусной линейки.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск
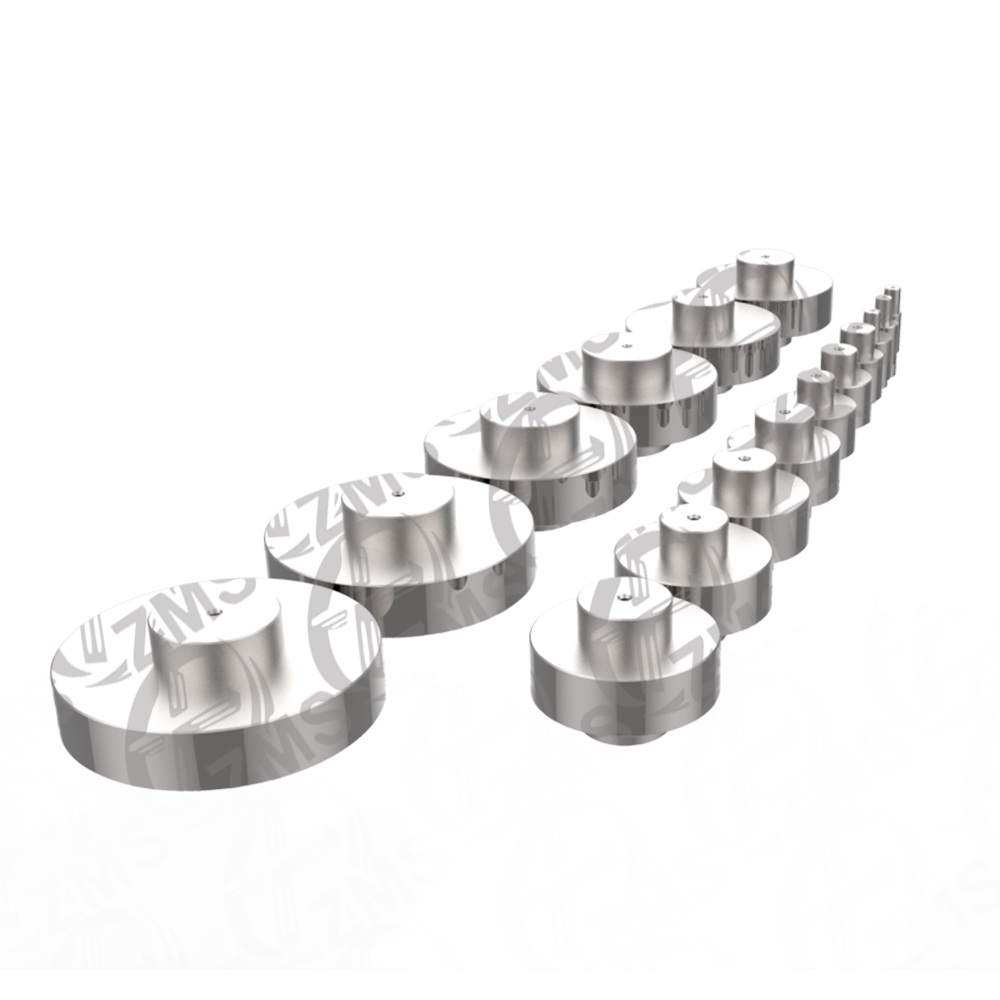
РОЛИКИ ЗМС.ММЗ047 ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ
Меры с цилиндрическими измерительными поверхностями ЗМС.ММЗ047 (прим. ролики с цилиндрическими поверхностями) изготавливаются в соответствии с МИ 782-85 приложение 5 "Микрометры с ценой деления 0,01 мм. Методика поверки". Предназначены для определения отклонения от параллельности измерительных поверхностей и погрешности микрометров МЗ.
На каждый диапазон - 4 меры (ролика); поставляются комплектом 16 штук.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

МЕРА ДЛИНЫ ЗМС.МПС070 КОНЦЕВАЯ ДЛЯ ПРОВЕРКИ ОПТИМЕТРОВ
Концевая мера длины ЗМС.МПС070 изготавливается в соответствии с МИ 1958-89 "Рекомендация. Оптиметры. Методика поверки" (справочное приложение 2).
Мера длины используется для проверок измерительных столов оптиметров.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск

КОЛЬЦО ЗМС.РПГ035 ДЛЯ ПОВЕРКИ ШТАНГЕНЦИРКУЛЕЙ
Гладкое кольцо ЗМС.РПГ035 изготавливается в соответствии с ГОСТ 8.113-85 "Штангенциркули. Методика поверки" (справочное приложение 5). Предназначено для определения расстояния между измерительными поверхностями губок и определения погрешности ШЦ-I.
Завод МетроСтандарт
Челябинск
Произведено в: Челябинск