Каталог

Поиск
34 тов.
Вид:
- Выбрано: 0Применение
- Выбрано: 1Название
- Выбрано: 0Компания
- Выбрано: 0Производство
- Выбрано: 0Дополнительно
Вид:
34 тов.
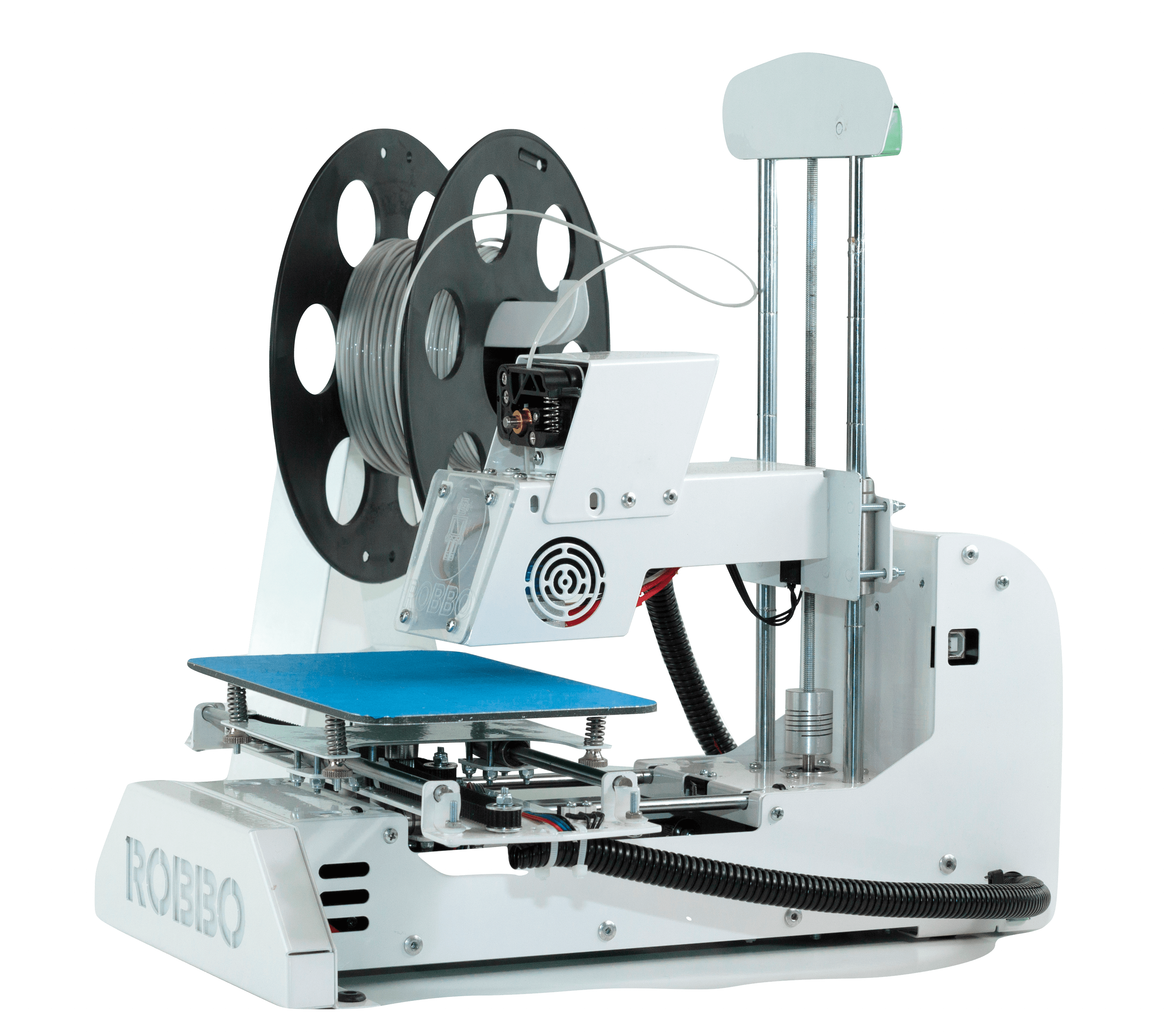
РОББО 3D-принтер Мини
от
78 000 ₽
РОББО 3D-принтер Мини предназначен для обучения 3D-печати. Принтер использует метод послойного наплавления материала для создания физического объекта по цифровой 3D-модели. Несмотря на свои габариты, принтер позволяет создавать макеты различных изделий, пластиковые механизмы, декоративные изделия и т.д.
РОББО 3D-принтер Мини работает на бесплатной и открытой прошивке Marlin. В качестве управляющего ПО используется бесплатная программа Repetier-Host. Для подготовки 3D-модели на печать также используется бесплатная программа Slic3r.
Размер: 45х35х34 см
Фактический вес брутто: 6,3 кг
Страна производитель: Российская Федерация
Изготовитель: АО «РОББО»
РОББО
Санкт-Петербург
Произведено в: Санкт-Петербург

Филамент M-Shape METAL Iconel 718 1.75мм
от
24 500 ₽
Благодаря высокому содержанию (91%) мелкодисперсного сферического металлического порошка этот материал позволяет создавать конструкционные детали, которые после спекания приобретают свойства жаропрочной стали марки Inconel 718.
Ключевые преимущества и особенности:
Inconel 718 - это жаропрочный высококачественный сплав, который разработан и создан конкретно для эксплуатации при температурных режимах, достигающих 700 °C.
Для печати рекомендуется использовать стальное сопло диаметром 0.4–1 мм и платформу с покрытием PEI или стеклом, разогретую до 110 °C. Оптимальная температура экструдера — 230–250 °C, скорость печати — 5–12 мм/сек.
После печати изделия проходят этап вымывания связующего в гептане и последующее спекание в вакууме по специальному температурному графику, что обеспечивает формирование металлической структуры.
Изделия из Филамент M-Shape METAL Inconel 718 1.75мм после спекания демонстрируют объёмную усадку около 45,5%, что необходимо учитывать при проектировании моделей.
Материал идеально подходит для создания металлических деталей, которые при необходимости могут подвергаться дальнейшей постобработке (шлифовка, галтовка, сверление, сварка, т.д.).
Рекомендации по работе:
Избегайте сквозняков и колебаний температуры в зоне печати.
Не допускайте натяжения филамента при подаче — оставляйте небольшую петлю.
Для качественных изделий рекомендуется толщина стенки не менее двух периметров.
Перед печатью филамент необходимо просушить при 50 °C не менее 2 часов.
Упаковка:
Каждая катушка филамента упакована в многоразовый вакуумный пакет с силикагелем для сохранения свойств материала при хранении и транспортировке.
М-Шейп
Москва
Произведено в: Москва

MIM-гранулы из нержавеющей стали 17-4PH
от
16 700 ₽
MIM-гранулы M-Shape 17-4PH — это специализированный материал на основе нержавеющей стали для производства деталей методом литья металлов под давлением (Metal Injection Molding, MIM), а также для 3D-печати с использованием FDM/FGF-технологий. Благодаря высокому содержанию (91%) тонкодисперсного металлического порошка и тщательно подобранному гранулометрическому составу, материал позволяет получать изделия с высокой прочностью, коррозионной стойкостью и технологичностью.
Ключевые преимущества и особенности:
- Массовая доля металла — 91%, частицы 0–25 мкм, плотность 4.65 г/см³.
- Высокая прочность и коррозионная стойкость после правильного спекания, включая возможность термообработки.
- Совместимость с технологиями FGF и литья металлов под давлением.
- Требуется сушка гранул перед печатью: 2 ч при 50°C.
- Процесс вымывания: гептан, 60–65°C, 12–16 часов; финальная промывка 30 мин, затем сушка (вакуумный шкаф 40 °C, 2 ч или сушильный шкаф 50 °C, 8 ч).
- Объемная усадка после спекания: около 45.5% — необходимо закладывать при проектировании моделей.
- Механические свойства конечных изделий зависят от правильного соблюдения всех этапов MIM-процесса.
Рекомендация для FGF-печати использовать:
- Температура сопла/печати: 230–250 °C.
- Температура печатной платформы: 100–110 °C.
- Материал платформы: PEI, стекло.
- Скорость печати: 10–60 мм/с.
- Стальное сопло (диаметр по требованию задачи).
Рекомендация для литья по MIM-технологии:
- Температура расплава: 230–250 °C.
- Температура пресс-формы: 70 °C.
М-Шейп
Москва
Произведено в: Москва
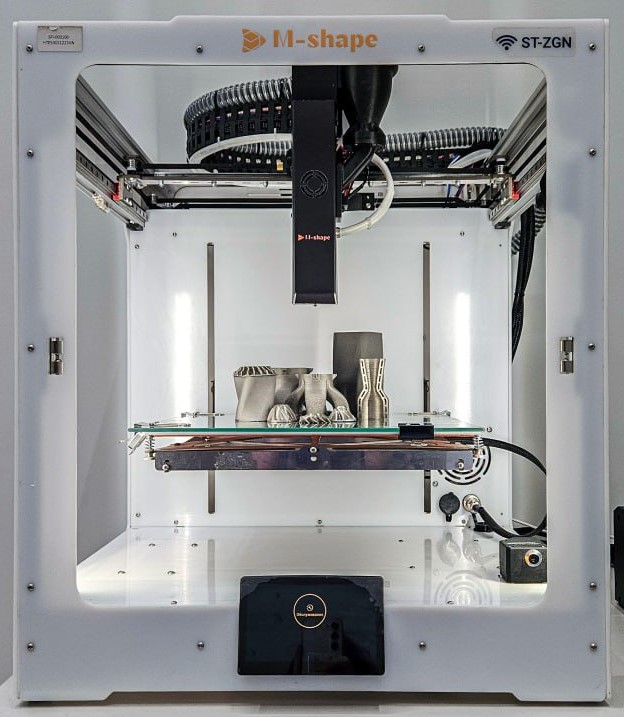
3D-принтер M-Shape FGF 220х220х200
от
1 850 000 ₽
Зона печати: 220х220х200 мм
Рабочая температура сопла: 80-300С
Тип термокамеры: пассивная
Нагрев стола: до 120С
Скорость печати: до 60 мм/сек
Тип сырья: гранулы (металлополимерные, керамополимерные, композиты)
Тип подачи гранул: автоматическая
Объем бункер сырья: 1л
Тип подачи материала: шнековый (винтовой)
Диаметр шнека: 8мм
Производительность экструдера: 0.6 кг/ч
Максимальная рабочая температура: 300°C
Тип нагревателя: керамический
Количество нагревателей: 2
Тип охлаждения: активное комбинированное, воздушное в зоне загрузки и водяной контур
Тип сопел: М6, сменные, диаметры от 0.4 до 1мм, сталь, латунь.
Потребляемая мощность: до 2 кВт
М-Шейп
Москва
Произведено в: Москва

Филамент M-Shape METAL 17-4PH 1.75мм
от
24 500 ₽
Филамент M-Shape METAL 17-4PH 1.75мм — это специализированный металлический филамент на основе нержавеющей стали 17-4PH, предназначенный для 3D-печати металлических изделий по технологии MEX/FFF.
Благодаря высокому содержанию (91%) мелкодисперсного сферического металлического порошка этот материал позволяет создавать конструкционные детали, которые после спекания приобретают свойства стали марки 17-4РН.
Ключевые преимущества и особенности:
Филамент M-Shape METAL 17-4PH 1.75мм сочетает в себе высокую прочность, коррозионную стойкость и отличную технологичность, что делает его востребованным для прототипирования, производства функциональных деталей и инженерных задач.
Печать этим материалом требует закрытой камеры и стабильных температурных условий, что обеспечивает качественное формирование слоёв и минимизацию деформаций.
Для печати рекомендуется использовать стальное сопло диаметром 0.4–1 мм и платформу с покрытием PEI или стеклом, разогретую до 110 °C. Оптимальная температура экструдера — 210–235 °C, скорость печати — 5–12 мм/сек.
После печати изделия проходят этап вымывания связующего в гептане и последующее спекание в вакууме по специальному температурному графику, что обеспечивает формирование металлической структуры.
Изделия из Филамент M-Shape METAL 17-4PH 1.75мм после спекания демонстрируют объёмную усадку около 45,5%, что необходимо учитывать при проектировании моделей.
Материал идеально подходит для создания металлических деталей, которые при необходимости могут подвергаться дальнейшей постобработке (шлифовка, галтовка, сверление, сварка, т.д.).
Рекомендации по работе:
Избегайте сквозняков и колебаний температуры в зоне печати.
Не допускайте натяжения филамента при подаче — оставляйте небольшую петлю.
Для качественных изделий рекомендуется толщина стенки не менее двух периметров.
Перед печатью филамент необходимо просушить при 50 °C не менее 2 часов.
Упаковка:
Каждая катушка филамента упакована в многоразовый вакуумный пакет с силикагелем для сохранения свойств материала при хранении и транспортировке.
М-Шейп
Москва
Произведено в: Москва

MIM-гранулы из жаропрочной стали Inconel 718
от
16 700 ₽
MIM-гранулы M-Shape Metal Inconel 718 — это специализированный материал на основе жаропрочного никелевого сплава Inconel 718, предназначенный для производства металлических изделий методом литья металлов под давлением (Metal Injection Molding, MIM) и FGF 3D-печати. Благодаря высокому содержанию (91%) мелкодисперсного металлического порошка и тщательно подобранному гранулометрическому составу материал позволяет получать тонкостенные изделия с высокой плотностью и прочностью. Inconel 718 - это жаропрочный высококачественный сплав, который разработан и создан конкретно для эксплуатации при температурных режимах, достигающих 700 °C.
Ключевые преимущества и особенности
- Массовая доля металла — 91%, частицы 0–25 мкм, плотность 4.65 г/см³.
- Высокая прочность и коррозионная стойкость после правильного спекания, включая возможность термообработки.
- Совместимость с технологиями FGF и литья металлов под давлением.
- Требуется сушка гранул перед печатью: 2 ч при 50°C.
- Процесс вымывания: гептан, 60–65°C, 12–16 часов; финальная промывка 30 мин, затем сушка (вакуумный шкаф 40 °C, 2 ч или сушильный шкаф 50 °C, 8 ч).
- Объемная усадка после спекания: около 45.5% — необходимо закладывать при проектировании моделей.
- Механические свойства конечных изделий зависят от правильного соблюдения всех этапов MIM-процесса.
Рекомендации для FGF-печати:
- Температура сопла/печати: 230–250 °C.
- Температура печатной платформы: 100–110 °C.
- Материал платформы: PEI, стекло.
- Скорость печати: 10–60 мм/с.
- Стальное сопло (диаметр по требованию задачи).
Рекомендации для литья по MIM-технологии:
- Температура расплава: 230–250 °C.
- Температура пресс-формы: 70 °C.
Химический состав стали (после спекания)
Fe: баланс
Ni: 50-55%
Cr: 17-21%
Mo: 4.75-5.5%
Nb: 2.8-3.3%
Ti: 0.65-1.15%
Al: 0.2-0.8%
Cu: <0.3%
Co: <1%
C: <0.035%
Mn: <0.35%
Si: <0.08%
P: <0.015%
B: <0.006%
S: <0.015%
Процесс спекания: многоступенчатый процесс с постепенным нагревом, достигая максимальной температуры 1200 °C. Вакуум менее 0.001 Па на всех стадиях спекания.
Усадка изделия: объемная усадка после спекания: ~45.5%.
Упаковка и хранение:
- Гранулы поставляются в герметичной упаковке.
- Рекомендуется хранение при пониженной влажности.
М-Шейп
Москва
Произведено в: Москва

Керамополимерный фидсток на основе ВК94-1 для 3D-печати
от
10 000 ₽
Высоконаполненная керамополимерная смесь на основе вакуум плотной керамики ВК94-1 с содержанием порошка керамики 52 об%. Подходит для 3D-печати на FGF-принтерах и инжекционного литья на термопластавтоматах. Сформованные заготовки спекают на воздухе или в инертной среде с получением готовых высокоплотных керамический изделий.
Тип керамики ВК94-1
Содержание керамики 52 об%
Температура формовки 250-270С
Температура спекания 1600С
М-Шейп
Москва
Произведено в: Москва

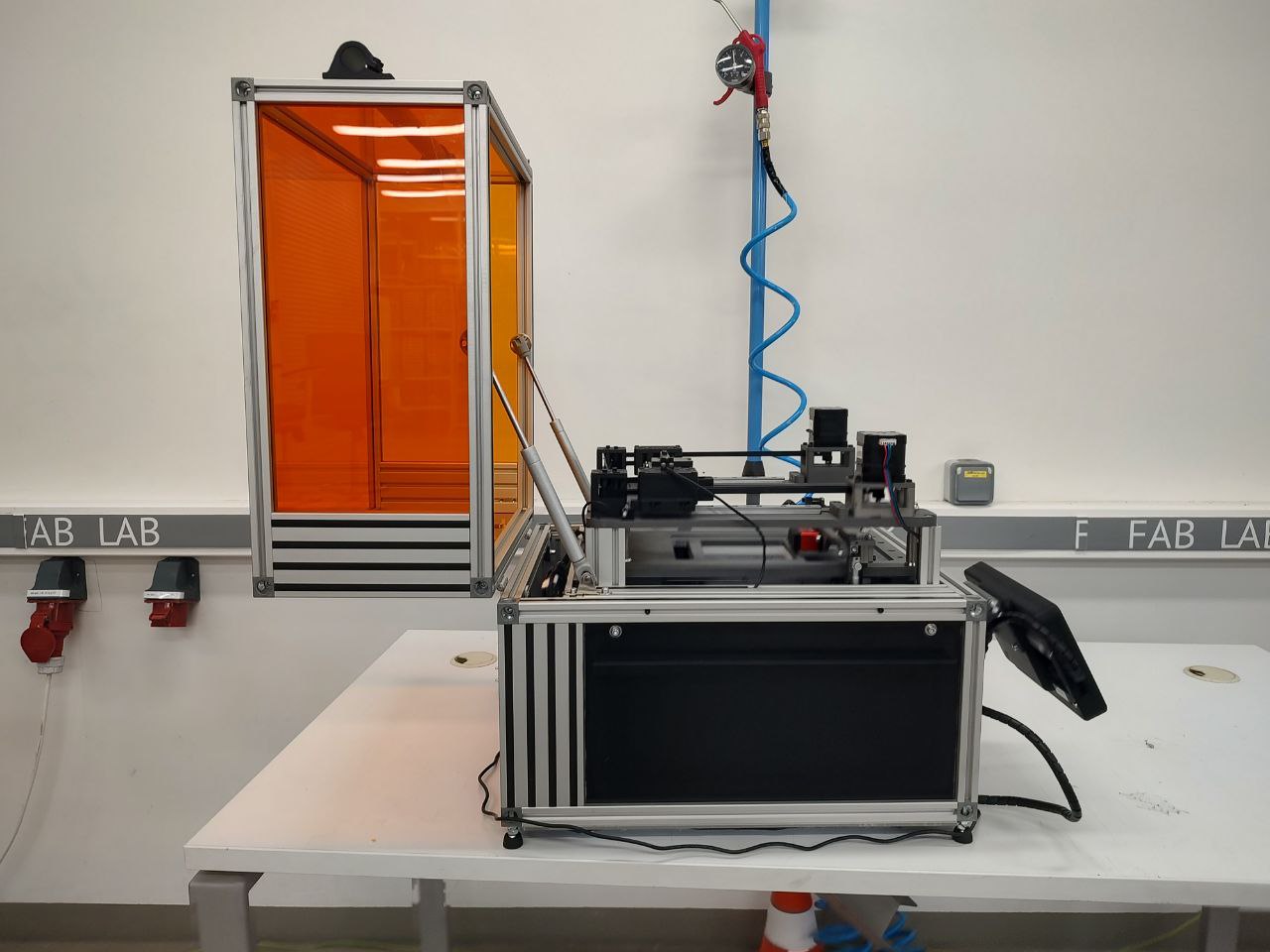
Керамический лазерный 3Д-принтер ПРОКЕРАМИКА-170
от
20 000 000 ₽
Керамический 3Д-принтер разработки ООО Ретех предназначен для проведения исследований и разработок новых керамических материалов, изготовления прототипов и малых серий изделий в конструкторских бюро, университетских лабораториях и непосредственно на производствах. Принтер имеет зону построения диаметром 170 мм, укомплектован профессиональным УФ-лазером с длиной волны 355 нм и рабочей мощностью до 2-3 Вт. Печать осуществляется с помощью пневматического ракеля, а лазерное пятно менее 50 микрон позволяет достигать очень высокой точности. Управление заданиями на печать осуществляется при помощи ПО Триангулятика из реестра отечественного софта. Для принтера коллектив уже разработал линейку оксидных керамических суспензий, покрывающих основные запросы клиентов. Принтер является наиболее локализованной установкой в своем классе, имеет полноценную гарантию и сервис от производителя. Релиз установки состоялся в мае 2025 года на выставке "Металлообработка".
Характеристики:
Зона печати: диаметром 170 мм
Высота печати: до 150 мм
Метод нанесения материала: ракель
Подогрев зоны печати: да
Софт: Триангулятика
УФ-источник: лазер 355 нм
Размер пятна: 45 микрометров
Мощность лазера: до 3 Вт
Толщина слоя: от 20 до 100 микрометров
Скорость нанесения: до 20 мм/сек
Доступные материалы (2025): оксид алюминия (Al2O3), диоксид циркония стабилизированный (YSZ)
Удаленный контроль с помощью видео: да
Охлаждение: внешний чиллер
Ретех
Москва
Произведено в: Москва, Санкт-Петербург

Керамическая фотополимеризуемая паста для 3Д-печати
от
40 000 ₽
Данные суспензии (пасты) бренда ПРОКЕРАМИКА представляют собой расходные материалы для аддитивного производства изделий (керамо-полимерных заготовок) с помощью специализированных стереолитографических 3D-принтеров (технология SLA - лазерная стереолитография). Такие установки обычно комплектуются лазерами или DLP-проекторами с длиной волны УФ-источника излучения 355 нм или 405 нм и оборудованы ракелем-лезвием для нанесения материала на рабочей платформе. Заменяет продукцию компаний 3DCERAM (бренд 3DMIX) и Lithoz. Исходно материалы были разработаны для замены фирменных расходных материалов при печати на иностранных установках. В настоящий момент вся линейка керамических паст ПРОКЕРАМИКА уже адаптирована под новую российскую аддитивную установку ПРОКЕРАМИКА-170. После послойного выращивания изделий с применением данных паст, заготовки помещаются в печь для отжига полимерной части и последующего высокотемпературного спекания. За подробными инструкциями и комментариями обращайтесь к производителю ООО Ретех по электронной почте или в социальных сетях.
Ретех
Москва
Произведено в: Москва
Прокерамика-100
от
2 400 000 ₽
Лабораторный и учебный SLA-принтер для керамической 3D-печати Прокерамика-100 появился как результат гранта Старт-1 от ФСИ в 2025 году. Это доступная платформа для вузов, лабораторий и центров подготовки кадров с возможностью кастомизации под задачи заказчика.
Среди преимуществ:
Возможность подбора длины волны
• Малый формат и низкий порог входа
• Настройка оптики и лазерного модуля
• Удобен для экспериментов с новыми пастами
• Подходит для учебных демонстраций и настройки режимов
• Адаптация под материал, исследовательскую задачу или учебный курс
Прокерамика-ЛЭД. Принтер оснащен лазером на базе светодиода собственной разработки.
Модульная конструкция
• Корпуса: TO-18 / TO-9
• Длина волны: стандартно 405 нм
• Опционально: 378 / 455 / 465 / 520 нм
• Герметичный корпус
• Выход: волоконно-оптический разъем FC/APC
• Мощность: от 200 мВт до 1 Вт, в зависимости от выбранной длины волны излучения
Принтер работает на базе разработанного нами модуля управления с использованием ПО Klipper, благодаря чему для подготовки моделей можно использовать практически любые FDM/FFF-слайсеры. Управление лазерным модулем реализовано через Raspberry Pi 5, что позволяет синхронно управлять лазером и изменять его мощность прямо во время печати.
Принтер оснащён автоматической системой подачи и разравнивания керамической пасты на печатной подложке, что обеспечивает равномерное формирование слоёв.
Прокерамика-100 опирается на исследовательский задел, собственную оптико-лазерную экспертизу, подтверждённые статусы развития и возможность адаптации под прикладную задачу.
Прокерамика-100 это доступный вход в технологию керамической 3Д-печати уже сегодня!
Ретех
Москва
Произведено в: Москва