Catalog

Search
184 products
View:
- Selected: 1Areas of use
- Selected: 0Item names
- Selected: 0Manufacturer
- Selected: 0Made in
- Selected: 0Additional
View:
184 products

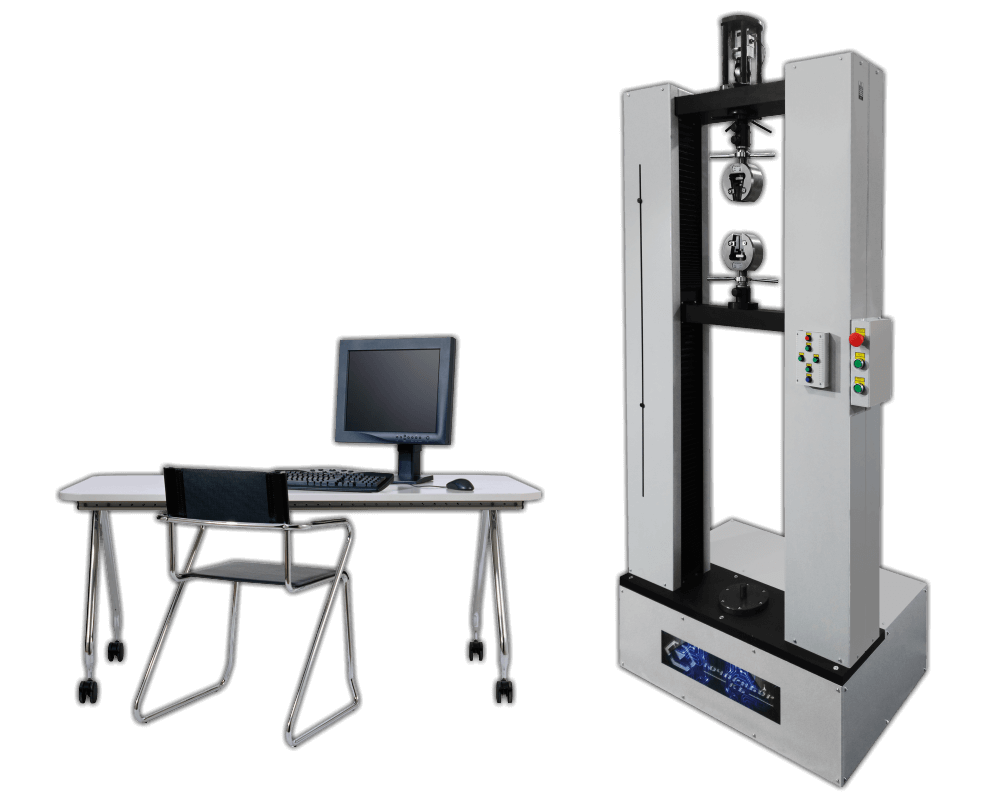
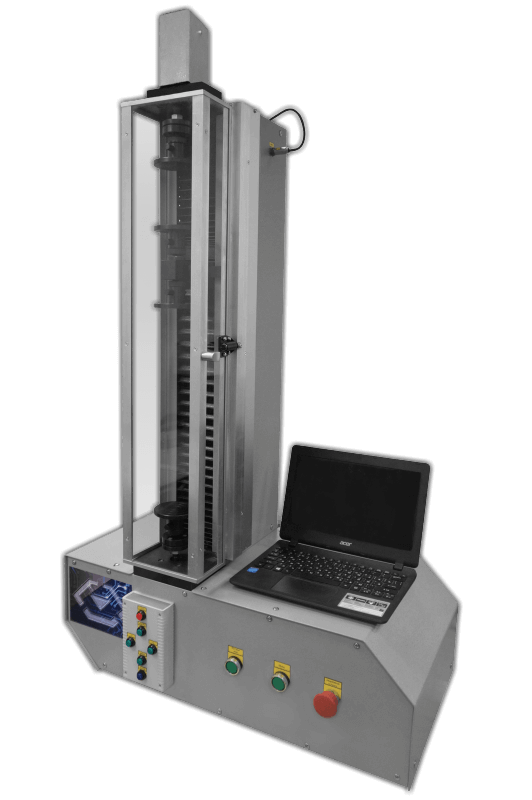


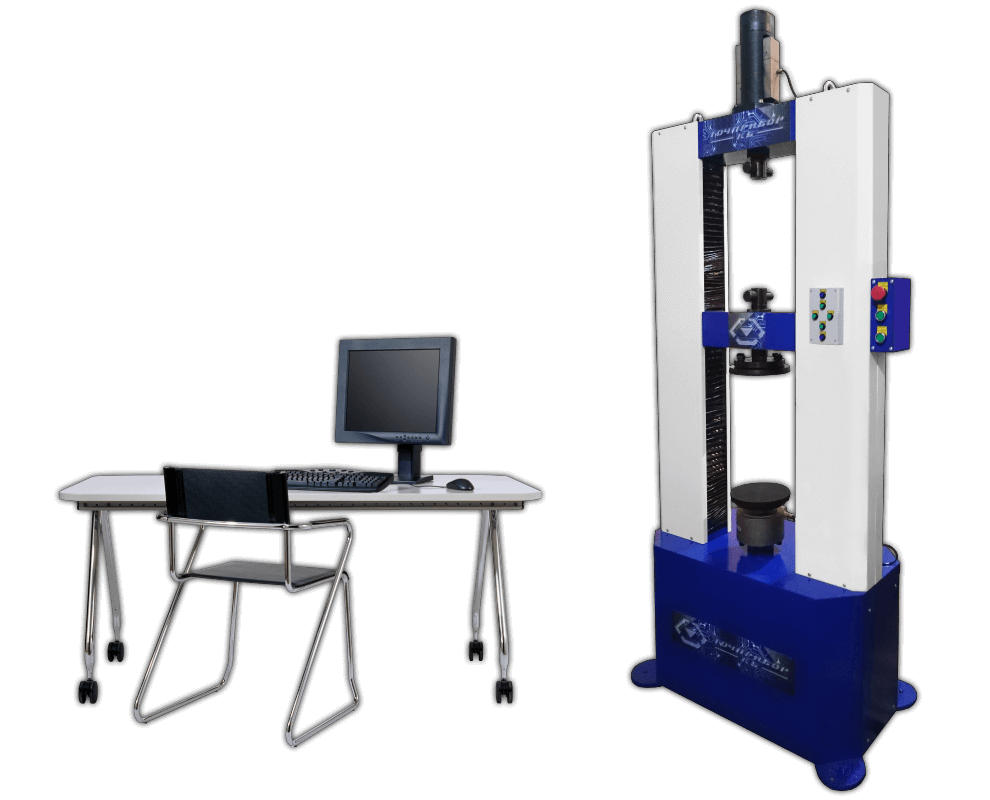
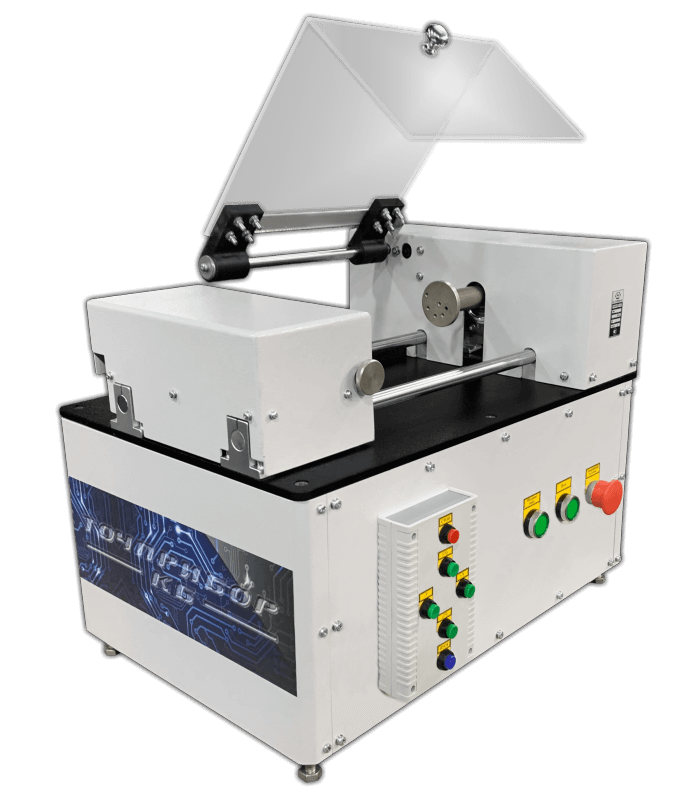
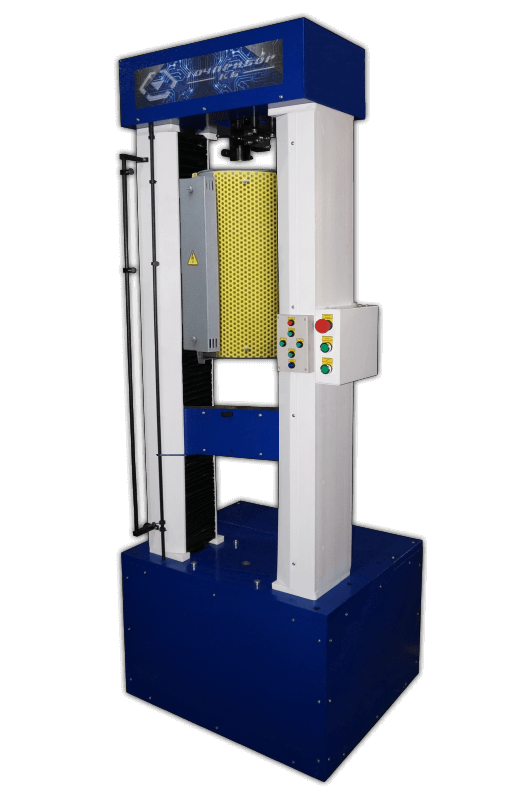
IMK-30 Torsion testing machine
Technical specifications:
Maximum load (torque): 30 N·m
Maximum twisting angle: 50000°
The discreteness of the twisting angle: 0.01°
Twisting angle error: ±0.1°
Torque discreteness: 0.001 N·m
Relative error of torque measurement: no more than 1% in the measurement range from 0.6 to 30 Nm
Torque measurement error: no more than 0.01 N·m in the measurement range from 0 to 0.6 N · m
Maximum rotation speed: 10 rpm
Weight: 150 kg
Overall dimensions (length x width x height): 1000 x 500 x 500 mm
Diameter of the universal testing device: 80 mm
Maximum spring length: 300 mm or more
Tochpribor-KB
Ivanovo
Produced in: Ivanovo
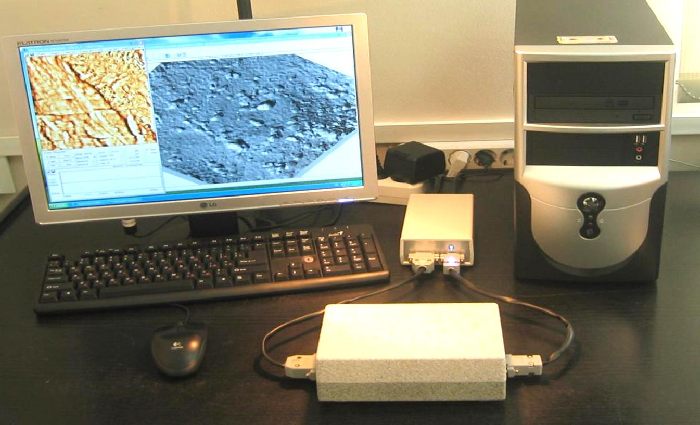
Scanning probe microscope SMM-2000
Viewing and measuring grains and defects in the structure of materials, resolution to atoms (Nobel Prize in 1986), replacement of metal-graphic and electron microscopes
Increase: from x2 thousand to x10 million.
Measuring range: 0.2 nm to 30 microns
All basic (STM, contact and vibro-AFM) modes, and more than 25 extras.modes
Zavod "Proton"
Zelenograd
Produced in: Moscow, Zelenograd

Spectrophotometer UV-VIS PB2201
1 supp.
Measuring functions
Measurement of absorption, transmission, and reflection spectra
Measurement of optical density, transmission coefficient and reflection coefficient at fixed wavelengths
Determination of concentration at one, two, three wavelengths by factor, standard, schedule
Multi-wave kinetic measurements
Determination of concentration by programmed methods
Calculation of color and chromaticity coordinates
UVI spectrophotometers "SOLAR" operate in the ultraviolet, visible and near infrared regions of the spectrum. They are used in scientific laboratories, healthcare institutions, veterinary medicine, pharmaceuticals, ecology, biology, etc., in laboratories for quality control of products and raw materials in various sectors of the economy (industrial enterprises, agriculture, food industry, etc.)
Removable cuvette holders and set-top boxes
Accurate measurements
Cost-effectiveness
Touch screen
Built-in printer
Software support
SOLAR
Minsk
Produced in: Belarus, Minsk
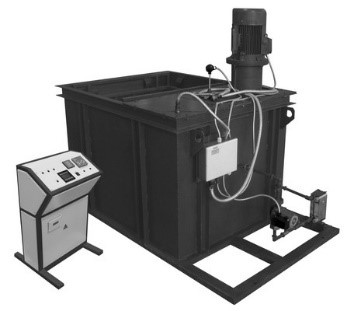
VZM 8.30/0,6 quench baths by Aramil
Description: The bath is a rectangular container (tank), welded from sheet steel. To ensure efficient circulation of the quench liquid flow in the bath, an agitator and guides are installed for efficient mixing of the quench liquid inside the bath. A mesh basket is installed inside the bath, designed to extract parts when they are poured directly into the tank or spilled from the loading basket. For preliminary heating and cooling of the quenching liquid, the bath is equipped with an automatic temperature maintenance system for the quenching medium. Preliminary heating of the hardening liquid is carried out by heating element heaters. The quench liquid is cooled by a water plate heat exchanger installed in the circulation line. The oil quenching bath is equipped with side suctions and a lid. Hardening baths are supplied assembled with the necessary power and control equipment mounted in the control panel. Specifications: Quenching medium oil; Slave. volume, m.cub. 1.5; Slave. space (W×D×depth, mm) dia.800×3000; Dimensions (W×D×depth, mm) 1200×1200×4400; Power / voltage, kW/V 17/380; One time m load, kg 450.
AZPT LTD
Aramil
Produced in: Aramil, Sverdlovsk region
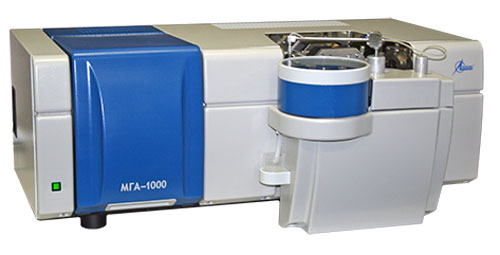
Atomic absorption spectrometer "MGA-1000"
1 supp.
Technical specifications:
Operating spectral range, nm from 190 to 900 Spectral resolution, nm, no more:
- in the range from 190 to 600 nm inclusive
- in the range over 600 to 900 nm inclusive 2
3
Limit of detection of manganese, pg, no more than 3
Nickel detection limit, pg, no more than 20
The time of setting the operating mode of the spectrometers, min, no more than 15 The time of continuous operation of the spectrometers, h, no less than 8
The spectrometers are powered by a three-phase alternating current network:
- rated supply voltage, V
- frequency, Hz 380 (50 ±1)
Overall dimensions of the spectrometer, mm, no more than 800 x 475 x 310
Mass of the spectrometer, kg, no more than 50 Power consumed by spectrometers, kV * A, no more:
- in standby modes and settings of analytical parameters
- in atomization and purification modes 0.1
6 Average time to failure, h, not less than 4000
Lumeks
Saint Petersburg
Produced in: Saint Petersburg