Catalog

Search
184 products
View:
- Selected: 1Areas of use
- Selected: 0Item names
- Selected: 0Manufacturer
- Selected: 0Made in
- Selected: 0Additional
View:
184 products


Complex for atomic emission analysis of metals and alloys "Grand Expert"
VMK OPTOELEKTRONIKA
Novosibirsk
Produced in: Novosibirsk

Multichannel ultrasonic flaw detector Bearing-415
1 supp.
NPK LUCH
Balashikha
Produced in: Balashikha, Moscow region
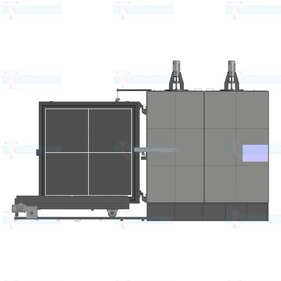
Chamber low-temperature electric furnace with a retractable hearth-20.26.20/5- I2-In
Designation: SNOT-20.26.20/5- I2-In
Camera (WxDxH), mm: 2000x2600x2000
Temperature, 0C: 500
Fan: Yes
Hearth drive: EL/MECH
Door opening: EL/fur
Power supply, V: 380
Power, Ru, kW: 130
Class: 2
Tula-Term
Tula
Produced in: Tula

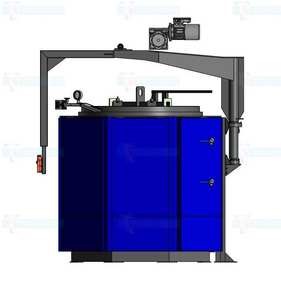
Vacuum furnace with descending hearth Terminionik T3
Termionik
Podolsk
Produced in: Moscow region, Podolsk
Shaft furnace industrial SSHO-10.13/11
Designation
SSO-10.13/11
Power, kW
72
Diameter, mm
1000
Height, mm
1300
Tula-Term
Tula
Produced in: Tula

Centaur I microscope by NanoScanTechnologies
Designed for comprehensive studies of the physical properties of the surface using classical optical microscopy, confocal laser microscopy, confocal spectroscopy and scanning probe microscopy (atomic force microscopy). It allows you to get full spectra of Raman (Raman or Raman) scattering and/or fluorescence, confocal laser and confocal spectral images (surface mapping), SPM (AFM) images. The design of the Centaur I complex allows the use of both separate methods (for example, confocal microscopy / spectroscopy) and the combination of methods (including the combination of scanning fields, AFM / Raman studies, etc.).
NANO SKAN TEKHNOLOGIYA
Dolgoprudny
Produced in: Dolgoprudny, Moscow region

Laboratory electric furnace CHO-6
from
124 648 ₽
Designation
SNO-6
Volume, l
6
The material of the working chamber
is ceramic
Heating
4 sides
Power consumption, W, max
3500
Minimum operating temperature, 0C
100
Tula-Term
Tula
Produced in: Tula

Laboratory shaft furnace SSHOL-3/11
from
128 462 ₽
Designation
SSHOL-3/11
Supply voltage,
220 ± 10%
Network frequency, Hz
50
Power consumption, W, max
2500
Tula-Term
Tula
Produced in: Tula

High Temperature Laboratory furnace CHO 10/17
Designation
SNO 10/17
Rated power Pmax, kW
8,2
Power supply voltage U, In 3 phases + N+PE
220/380
Maximum operating temperature T slave, oS
1700
Tula-Term
Tula
Produced in: Tula

Laboratory electric furnace CHO-27
from
291 875 ₽
Designation
SNO-27
Volume, l
27
Material of the working chamber
ceramics
Heating
4 sides
Power consumption, W, max
8000
Minimum operating temperature, 0C
100
Tula-Term
Tula
Produced in: Tula

Furnace for heating in a protective environment CHO (3)-17/11
from
1 458 470 ₽
Designation of SNO(H)-17/11
Power, kW, no more
than 8
Supply network voltage, V
380
Frequency, Hz
50
Tula-Term
Tula
Produced in: Tula