All categories
Clear
Search in item titles
Sorting
Cancel
Item name
Item description
Item name and description
Company name
Submit
Search
Cancel
Submit
Equipment
Furniture
Accessories
Reagent
Metrology
Consumables
Glassware
Plastic
Glass
Porcelain
Personal Account
Language selection
Cancel
English
en
Русский
ru
Français
fr
Español
es
عرب
ar
فارْسِى
fa
中國
cn
Catalog
Equipment
Furniture
Reagent
Metrology
Consumables
Plastic
Glass
Porcelain
Scientific workshops
Custom work
Home
News
About
Volunteers
Help
Contacts
NASHA LABA possibilities
Catalog
Reagents register
Scientific workshops
Custom work
Scientific Equipment Repair
НАША ЛАБА.ВИНО
Reagent
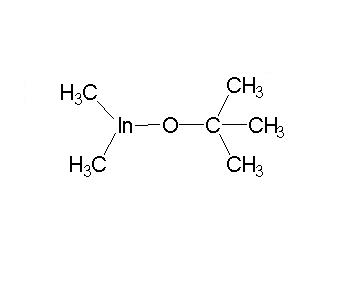
(т-Бутокси)диметилиндий, 98%
ДАлХИМ
Product of the day
Registration
Seller
Manufacturer
Buyer
User
Home
Search
Search
178 products
View:
Areas of use
1
Clear
Selected: 1
13
Reset 1 of 13
Areas of use
electrical engineering
electrical measuring equipment
electronics
engineering
general laboratory
geodesy
geology
geophysics
measuring equipment (except for electro- and chemistry)
occupational Safety and Health
physics
quality control
radio engineering
Loading...
Item names
Selected: 0
60
Reset 0 of 60
Item names
AC source
ADC
analyzer
antenna
attenuator
automated workplace
calibrator
capacitor
circuit analyzer
comparator
connector
converter
DC power supply
frequency standard
generator
geophone
Loading...
Manufacturer
Selected: 0
12
Reset 0 of 12
Manufacturer
Ekofizika
INZHEKT
Marsenergo
MNIPI
NNPO im. M.V.Frunze
NPK LUCH
PARMA
Supertekhpribor
TEKHNO-AS
TEKHNOYAKS
Termeks
VNIIFTRI
Loading...
Made in
Selected: 0
13
Reset 0 of 13
Made in
Balashikha
Belarus
Kolomna
Mendeleevo
Minsk
Moscow
Moscow region
Mytishchi
Nizhny Novgorod
Nizhny Novgorod Region
Saint Petersburg
Saratov
Tomsk
Loading...
Additional
Selected: 0
10
Reset 0 of 10
Additional
acoustics
electricity
emp
magnetic properties
measurement
products
radiation
radiation source
ultrasound
vibration
Loading...
All filters
electrical engineering
All filters
Areas of use
1
Clear
Selected: 1
13
Reset 1 of 13
Areas of use
electrical engineering
electrical measuring equipment
electronics
engineering
general laboratory
geodesy
geology
geophysics
measuring equipment (except for electro- and chemistry)
occupational Safety and Health
physics
quality control
radio engineering
Loading...
Item names
Selected: 0
60
Reset 0 of 60
Item names
AC source
ADC
analyzer
antenna
attenuator
automated workplace
calibrator
capacitor
circuit analyzer
comparator
connector
converter
DC power supply
frequency standard
generator
geophone
Loading...
Manufacturer
Selected: 0
12
Reset 0 of 12
Manufacturer
Ekofizika
INZHEKT
Marsenergo
MNIPI
NNPO im. M.V.Frunze
NPK LUCH
PARMA
Supertekhpribor
TEKHNO-AS
TEKHNOYAKS
Termeks
VNIIFTRI
Loading...
Made in
Selected: 0
13
Reset 0 of 13
Made in
Balashikha
Belarus
Kolomna
Mendeleevo
Minsk
Moscow
Moscow region
Mytishchi
Nizhny Novgorod
Nizhny Novgorod Region
Saint Petersburg
Saratov
Tomsk
Loading...
Additional
Selected: 0
10
Reset 0 of 10
Additional
acoustics
electricity
emp
magnetic properties
measurement
products
radiation
radiation source
ultrasound
vibration
Loading...
Areas of use
Selected: 0
13
Reset 0 of 13
Areas of use
electrical engineering
electrical measuring equipment
electronics
engineering
general laboratory
geodesy
geology
geophysics
measuring equipment (except for electro- and chemistry)
occupational Safety and Health
physics
quality control
radio engineering
Loading...
Item names
Selected: 0
60
Reset 0 of 60
Item names
AC source
ADC
analyzer
antenna
attenuator
automated workplace
calibrator
capacitor
circuit analyzer
comparator
connector
converter
DC power supply
frequency standard
generator
geophone
Loading...
Manufacturer
Selected: 0
12
Reset 0 of 12
Manufacturer
Ekofizika
INZHEKT
Marsenergo
MNIPI
NNPO im. M.V.Frunze
NPK LUCH
PARMA
Supertekhpribor
TEKHNO-AS
TEKHNOYAKS
Termeks
VNIIFTRI
Loading...
Made in
Selected: 0
13
Reset 0 of 13
Made in
Balashikha
Belarus
Kolomna
Mendeleevo
Minsk
Moscow
Moscow region
Mytishchi
Nizhny Novgorod
Nizhny Novgorod Region
Saint Petersburg
Saratov
Tomsk
Loading...
Additional
Selected: 0
10
Reset 0 of 10
Additional
acoustics
electricity
emp
magnetic properties
measurement
products
radiation
radiation source
ultrasound
vibration
Loading...
View:
Фильтр
178 products
1
...
12
13
14
15
Show on page:
12
24
36
Home
Catalog
Search
Personal Account
Lang